كيف ينبغي تصميم الهندسة في القولبة الدورانية؟
في القولبة الدورانية ينظر إلى القطعة غالبا بوصفها غلافا مجوفا. وعند إنشاء الهندسة، ينبغي تقييم علاقات الأسطح، والجيوب، والأسطح المستوية، والانتقالات معا من حيث بنية القالب وقابلية تصنيع القطعة.

عند تقييم هندسة القولبة الدورانية، ينبغي النظر إلى الموضوعات التالية معا:
- القطعة لا تتصرف عادة ككتلة صلبة، بل كغلاف مجوف.
- الجيوب العميقة، والانتقالات الحادة، والأسطح المستوية الواسعة قد تزيد من مخاطر الإنتاج.
- الهندسة الجيدة لا ينبغي أن تبدو نظيفة بصريا فقط، بل ينبغي أيضا أن تكون متوازنة وقابلة للخروج من القالب.
- حتى تعديل هندسي صغير قد يبسط صناعة القالب بصورة كبيرة.
أساس الهندسة: منطق القطعة المجوفة
في تقنيات مثل الحقن، يتشكل كل من السطح الخارجي والسطح الداخلي للمنتج بواسطة القالب. أما في القولبة الدورانية، فإن القطعة تتشكل على هيئة جدار يتبع السطح الداخلي للقالب. أي إن السطح الخارجي للمنتج يأخذ شكل القالب مباشرة، بينما يتكون السطح الداخلي بحسب سماكة الجدار المتشكلة على سطح القالب.
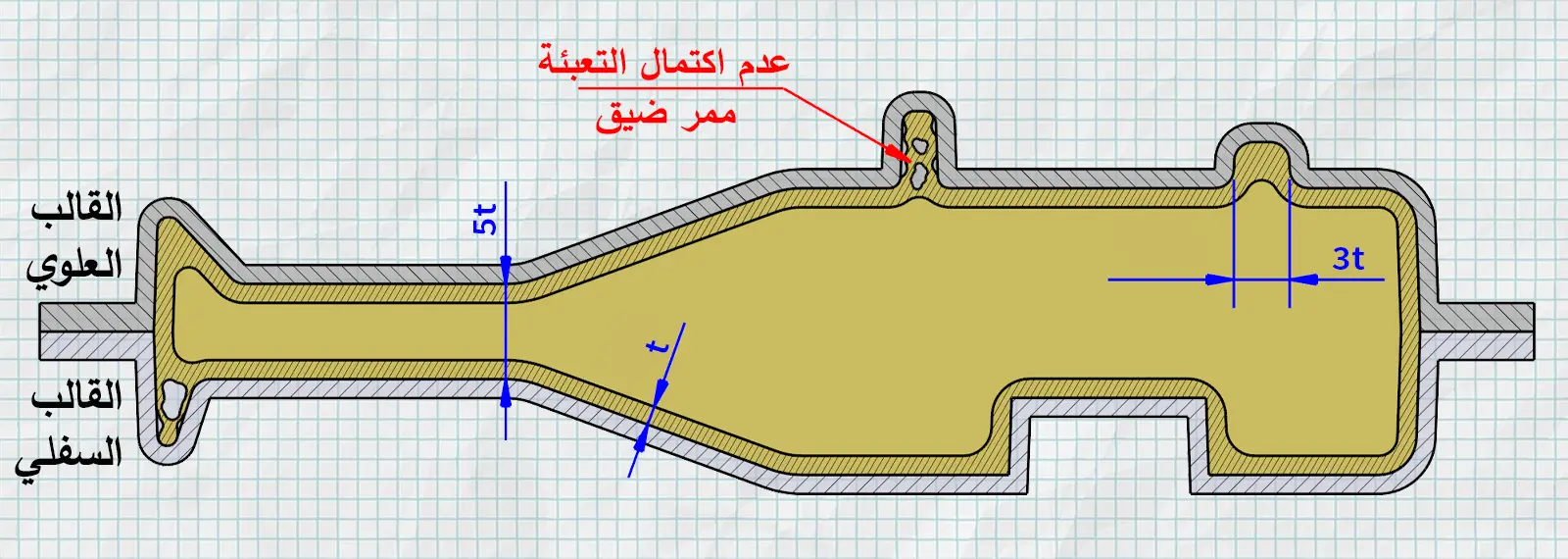
- يجب أن تكون هناك فتحة كافية لتحرك المسحوق بسهولة داخل القالب. وكقيمة ابتدائية آمنة، ينبغي ألا تقل المسافة بين أسطح القالب عن 5 أضعاف سماكة الجدار المستهدفة.
- ينبغي تجنب الأعناق الضيقة والممرات التي لا يستطيع المسحوق التحرك خلالها بسهولة. وفي مثل هذه المناطق، تعتمد المسافة المطلوبة على العمق وعلى شكل الهندسة؛ ويمكن قبول نحو 3 أضعاف سماكة الجدار كحد أدنى تقريبي. وإلا فقد تنغلق فتحة المنطقة مبكرا وتبقى المنطقة ناقصة الامتلاء.
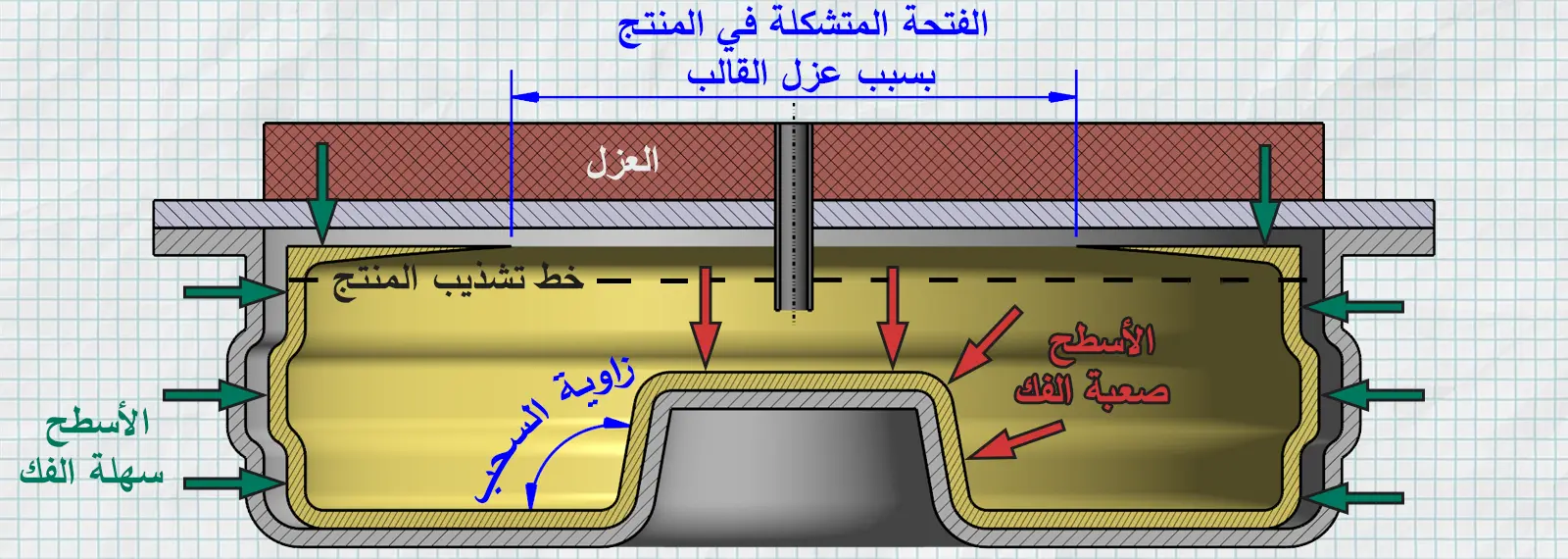
- في القولبة الدورانية تتشكل القطعة بطبيعتها على هيئة شكل مجوف ومغلق. ومع ذلك، يمكن عزل بعض الأسطح في القالب بحيث لا تتلقى الحرارة، وبذلك يمنع البلاستيك من تغطية تلك المناطق. كما يمكن قص المنتج من أماكن مناسبة بعد خروجه من القالب ليصبح أحادي الجدار.
- السطح الخارجي للقطعة يأخذ مباشرة شكل السطح الداخلي للقالب. أما السطح الداخلي، فلا يتكون بالدقة نفسها؛ بل يتشكل وفقا لانتشار البلاستيك المنصهر بحرية داخل القالب. ولهذا السبب، فإن القنوات الضيقة، والتجاويف، والتفاصيل المشابهة، لا يمكنها خاصة من الداخل أن تحافظ على الوضوح والانفتاح نفسيهما الموجودين على السطح الخارجي.
الانتقالات والزوايا
في القولبة الدورانية ينبغي أن تكون الهندسة سلسة قدر الإمكان؛ إذ إن الانتقالات المكسورة بصورة مفاجئة والزوايا الحادة قد تؤثر سلبا في سلوك المادة وفي جودة القطعة معا.
- الانتقالات الأكثر نعومة وتحكما تساعد القطعة كلها على الخروج بصورة أكثر توازنا.
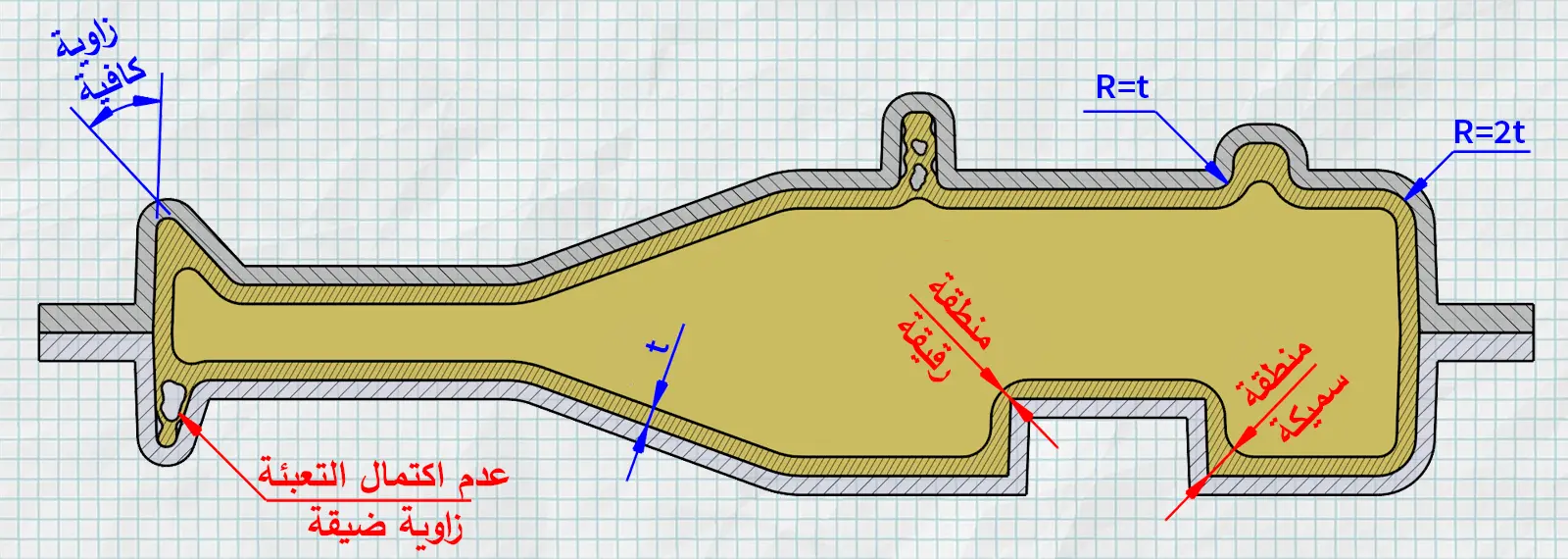
- ينبغي تجنب الزوايا الحادة. ولأن المادة لا تتوزع بالتساوي في الزوايا أثناء القولبة الدورانية، فإن الزوايا الداخلية تميل إلى أن تصبح أرق، بينما تميل الزوايا الخارجية إلى أن تصبح أكثر سماكة.
- ما لم تكن أنصاف أقطار الزوايا محدودة عمدا لغرض تصميمي آخر، فينبغي إبقاؤها كبيرة بقدر ما يسمح به التصميم. وكحد عملي أدنى، يفضل ألا تقل أنصاف أقطار الزوايا الداخلية عن سماكة الجدار، وألا تقل أنصاف أقطار الزوايا الخارجية عن ضعفي سماكة الجدار.
- إذا كانت الزوايا تخلق مناطق ضيقة، فينبغي إبقاؤها واسعة قدر الإمكان. فكلما صغرت الزاوية، أصبحت الزاوية نفسها أضيق، وصار من الأصعب على البلاستيك تغطية تلك المنطقة بصورة صحيحة.
- القرارات المتعلقة بالزوايا إذا اتخذت من دون النظر معا إلى العلاقة بين السطحين الداخلي والخارجي، فقد تؤدي إلى تكوين مناطق ضعف غير مرغوبة في القطعة.
صلابة السطح وتفاصيل التدعيم
في القولبة الدورانية ينبغي النظر إلى تفاصيل التدعيم مثل الأضلاع، والحزوز، والروابط الداخلية، والقباب، وكسور السطح، ولا سيما تلك المستخدمة لزيادة الصلابة والمتانة في الأسطح الكبيرة والمستوية، بوصفها جزءا طبيعيا من التصميم. غير أن هذه التفاصيل يجب أن تصمم بما ينسجم مع منطق الجريان في القولبة الدورانية.
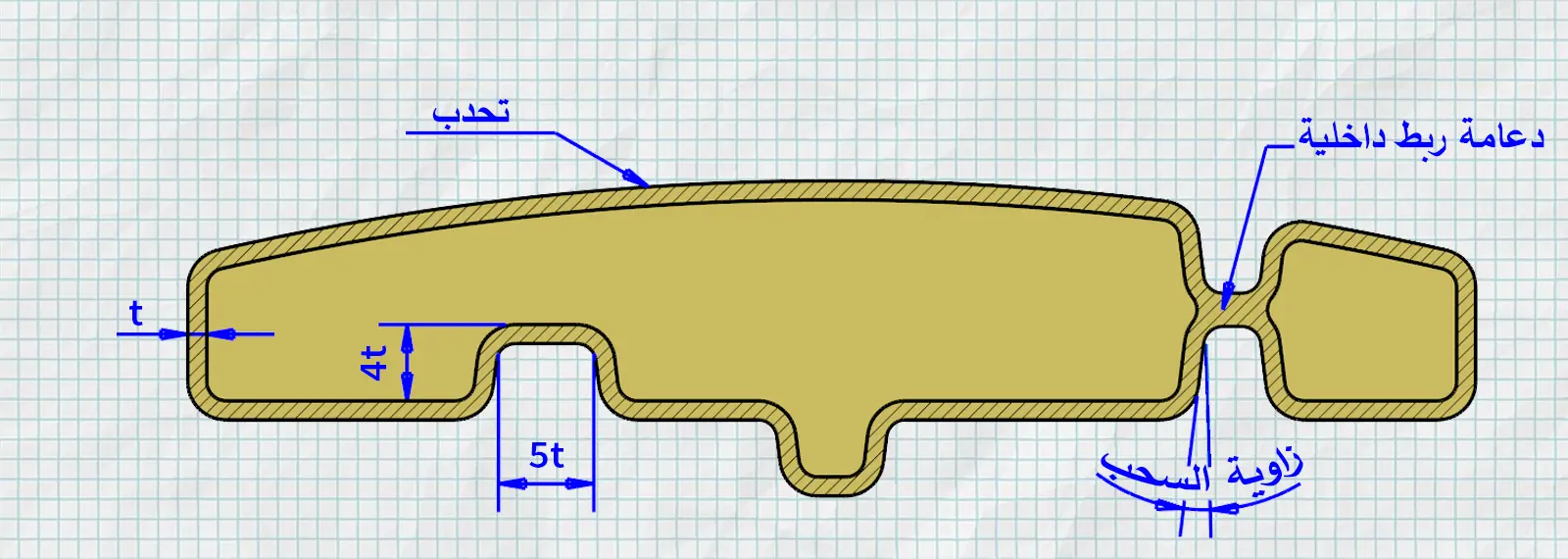
- تعد القبة واحدة من أكثر الطرق فاعلية لزيادة صلابة السطح. وإذا أمكن، فينبغي إعطاء السطح تقوسا لا يقل عن 1.5%.
- في القولبة الدورانية ينبغي النظر إلى الأضلاع لا بوصفها عناصر مصمتة كما في الحقن، بل بوصفها عناصر تدعيم مجوفة.
- ما إذا كانت الأضلاع ستتجه إلى الداخل أو إلى الخارج ينبغي أن يحدد بحسب المتطلبات الوظيفية، والإنشائية، والهندسية للمنطقة المعنية.
- كنسبة ابتدائية عملية، ينبغي النظر إلى عمق الضلع على أنه لا يقل عن 4 أضعاف سماكة الجدار، وإلى العرض على أنه لا يقل عن 5 أضعاف سماكة الجدار.
- زيادة عمق الضلع تزيد الصلابة، لكن كلما زاد العمق أصبحت عملية التشكيل والتسخين أكثر صعوبة.
- ينبغي إعطاء جدران الضلع الجانبية زاوية سحب لتسهيل الخروج من القالب.
- ولتحقيق متانة أكبر، يمكن استخدام الروابط الداخلية التي تعمل كجسور بين الأسطح أو الجدران. ويفضل استخدام هذه الدعامات لزيادة صلابة القطعة وتقليل الانثناء.
الخروج من القالب وما بعده
ينبغي تقييم الهندسة ليس فقط بحسب الشكل الذي سيتكون داخل القالب، بل أيضا بحسب كيفية إخراجها من القالب وما الذي سيحدث للقطعة بعد ذلك. فخروج القطعة من القالب، وما إذا كانت بعض المناطق ستحتاج إلى قلوب، وأي الأشكال ستقص أو تثقب لاحقا بسبب منطق الحجم المغلق، كل ذلك ينبغي تحديده بالفعل في مرحلة التصميم.
- في المناطق التي يبتعد فيها البلاستيك عن القالب أثناء التبريد، قد تخرج القطعة من القالب حتى من دون زاوية سحب. بل إن بعض التفاصيل التي تبدو عادة وكأنها محبوسة قد تتحرر أيضا بفضل هذا الانكماش من دون استخدام قلوب. (مثل الحزوز المستخدمة في خزانات المياه الأسطوانية العمودية.)
- في هذه المناطق التي ينفصل فيها البلاستيك عن القالب وينكمش بحرية، قد تكون الأبعاد النهائية والتسامحات أقل قابلية للتنبؤ مقارنة بغيرها من الأسطح.
- في المناطق التي يتشكل فيها البلاستيك من خلال التفافه حول أسطح قالب بارزة، فإن القطعة أثناء التبريد تنسحب وتنكمش نحو تلك الأسطح. ولهذا ينبغي توفير زاوية سحب كافية خاصة في مثل هذه الأسطح.
- في المناطق التي تنكمش فيها القطعة من خلال التفافها حول أسطح قالب بارزة، يكون السلوك البعدي عادة أكثر تحكما، ولذلك تكون الأبعاد والتسامحات عموما أكثر قابلية للتنبؤ.
- في الحالات التي تؤدي فيها الهندسة إلى انكماش البلاستيك نحو القالب وإمساكه بالقطعة، ينبغي التفكير مسبقا في أي جهة ستحتجز فيها القطعة بصورة مضبوطة. ويمكن تصميم أسطح احتجاز أو حلول توجيه مشابهة في الجهة المقابلة لتسهيل خروجها.
- وبما أن المادة تدور وتتكون داخل حجم مغلق، فإن الشكل الطبيعي للقطعة المصنوعة بالقولبة الدورانية هو جسم مغلق ومجوف. ولهذا، إذا كان المطلوب منتجا أحادي الجدار، فينبغي فتح القطعة بالقص لاحقا أو عزل المنطقة المعنية من القالب بحيث لا تتلقى الحرارة.
- وللسبب نفسه، فإن بعض الفتحات، والفوهات، والثقوب، والتفاصيل المشابهة المطلوبة في المنتج، تحصل لاحقا بواسطة عمليات مثل القص، أو الثقب، أو التفريز. وفي بعض الحالات، يمكن تكوين مثل هذه التفاصيل مباشرة بواسطة أجهزة تضاف إلى القالب وتمنع البلاستيك من الالتفاف حول تلك المناطق. كما يمكن أيضا ترك علامات توجيه في القالب للمناطق التي ستشغل لاحقا.
- وبفضل منطق الحجم المغلق نفسه، يمكن لاحقا حقن رغوة عازلة في الحجم الداخلي لبعض المنتجات. وفي بعض الحالات يمكن تحقيق بنية ذاتية الرغوة أثناء العملية نفسها، بحيث ينتج المنتج مباشرة بوصفه منتجا رغويا.
- عند الحاجة، يمكن تركيب أجزاء إضافية على المنتج لاحقا أو أثناء الإنتاج. ويمكن وصل الأجزاء البوليمرية الإضافية باللحام؛ أما الأجزاء المعدنية فيمكن إدخالها بينما يكون المنتج ما يزال ساخنا. وفي بعض الحالات تثبت الأجزاء الإضافية مباشرة على القالب، وخلال الإنتاج يسمح للمادة بأن تلتف حول هذه الأجزاء وتثبتها ميكانيكيا.
- ينبغي اختيار نقطة التهوية في الموضع الذي يحقق أفضل إخراج للغاز. لكن بما أن ثقبا سيتكون في ذلك الموضع، فمن الأفضل إن أمكن أن يوضع في منطقة ستثقب أو تقص لاحقا أصلا أو ستبقى غير ظاهرة. وإذا لم يكن ذلك ممكنا، فينبغي تحديد طريقة إغلاق ذلك الثقب في مرحلة التصميم.
هل هندستك مناسبة فعلا للقولبة الدورانية؟
إذا كانت لديك شكوك حول الجيوب، أو الأسطح المستوية، أو الانتقالات، أو القلوب، أو الخروج من القالب في تصميمك الحالي، فيمكننا تقييم القطعة معك وفقا لمنطق القولبة الدورانية.