Rotasyonda Geometri Nasıl Tasarlanmalı?
Rotasyonda parça çoğu zaman içi boş bir kabuk mantığıyla düşünülür. Geometri oluşturulurken yüzey ilişkileri, cepler, düz alanlar ve geçişler; hem kalıbın yapısı hem de parçanın üretilebilirliği açısından birlikte ele alınmalıdır.

Rotasyon geometrisi değerlendirilirken aşağıdaki başlıklar birlikte düşünülmelidir:
- Parça çoğu zaman masif bir katı gibi değil, içi boş bir kabuk gibi davranır.
- Derin cepler, keskin geçişler ve geniş düz alanlar üretim riskini artırabilir.
- İyi geometri yalnızca görsel olarak temiz değil, kalıptan çıkabilir ve dengeli olmalıdır.
- Küçük bir geometrik revizyon bile kalıp yapısını belirgin şekilde sadeleştirebilir.
Geometrinin Temeli: İçi Boş Parça Mantığı
Enjeksiyon gibi teknolojilerde ürünün hem dışı hem içi kalıp tarafından şekillendirilir. Rotasyonda ise parça, kalıbın iç yüzeyini takip eden bir cidar olarak oluşur. Yani ürünün dışı kalıbın şeklini alırken, iç yüzeyi ise kalıp yüzeyinde oluşan et kalınlığına bağlı olarak ortaya çıkar.
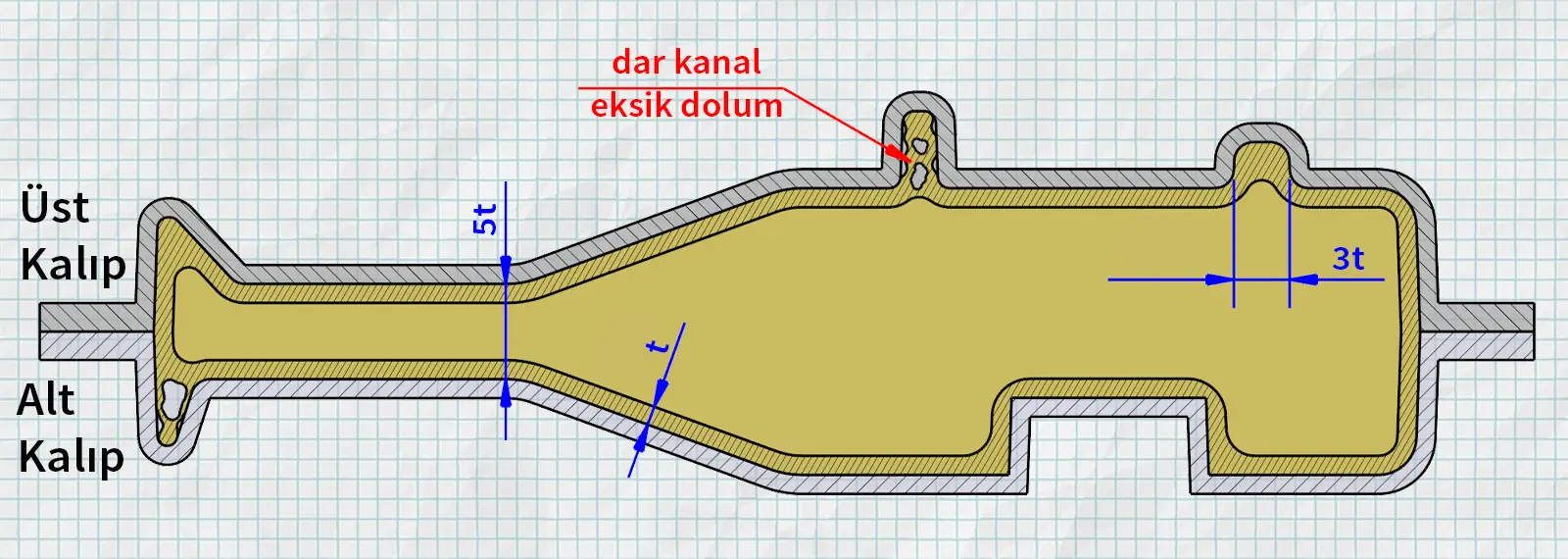
- Kalıp içinde tozun rahatça dolaşabileceği açıklık olmalıdır. Güvenli başlangıç değeri olarak kalıp yüzeyleri arasındaki mesafe, hedef et kalınlığının en az 5 katı olmalıdır.
- Tozun rahatça hareket edemeyeceği dar boğazlar ve geçitler yapılmamalıdır. Bu tür bölgelerde gerekli açıklık, derinliğe ve geometriye bağlıdır; yaklaşık 3 kat et kalınlığı alt sınır kabul edilebilir. Aksi halde açıklığın ağzı erkenden kapanabilir ve bölge eksik dolabilir.
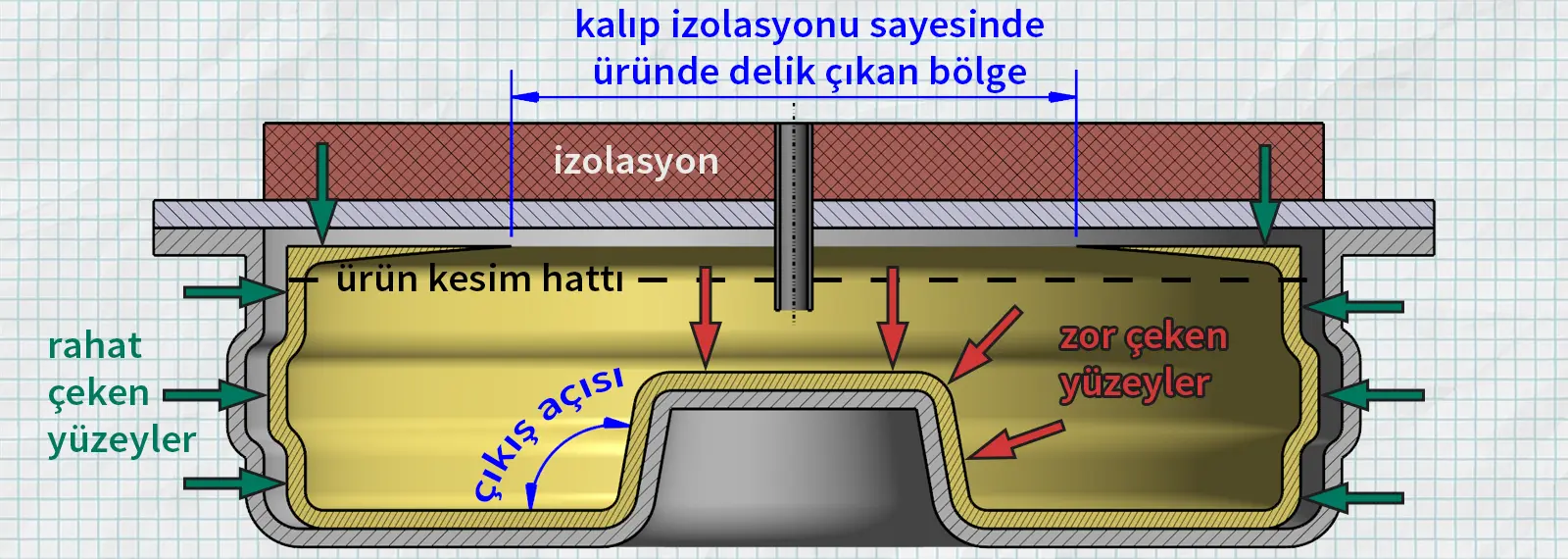
- Rotasyonda parça doğal olarak içi boş ve kapalı bir formda oluşur. Ancak kalıpta belirli yüzeyler izole edilip ısı almaları engellenerek bu bölgelerde plastiğin yüzeyi sarması önlenebilir. Ayrıca ürün, kalıptan çıktıktan sonra uygun yerlerinden kesilerek tek cidarlı hale de getirilebilir.
- Parçanın dış yüzeyi kalıp iç yüzeyinin şeklini doğrudan alır. İç yüzey ise aynı hassasiyetle oluşmaz; eriyik plastiğin kalıp içindeki serbest yayılımına göre şekillenir. Bu nedenle özellikle dar kanal, oyuk ve benzeri detaylar ürün dışındaki netliğini ve açıklığını koruyamaz.
Geçişler ve Köşeler
Rotasyonda geometri mümkün olduğunca akıcı olmalı; ani kırılan geçişler ve keskin köşeler hem malzemenin davranışını hem de parçanın kalitesini olumsuz etkileyebilir.
- Daha yumuşak ve kontrollü geçişler, parçanın genelinin daha dengeli çıkmasına yardımcı olur.
- Keskin köşelerden kaçınılmalıdır. Rotasyonda malzeme köşelerde dengeli dağılmadığı için, parçanın iç köşeleri incelmeye, dış köşeleri ise kalınlaşmaya yatkındır.
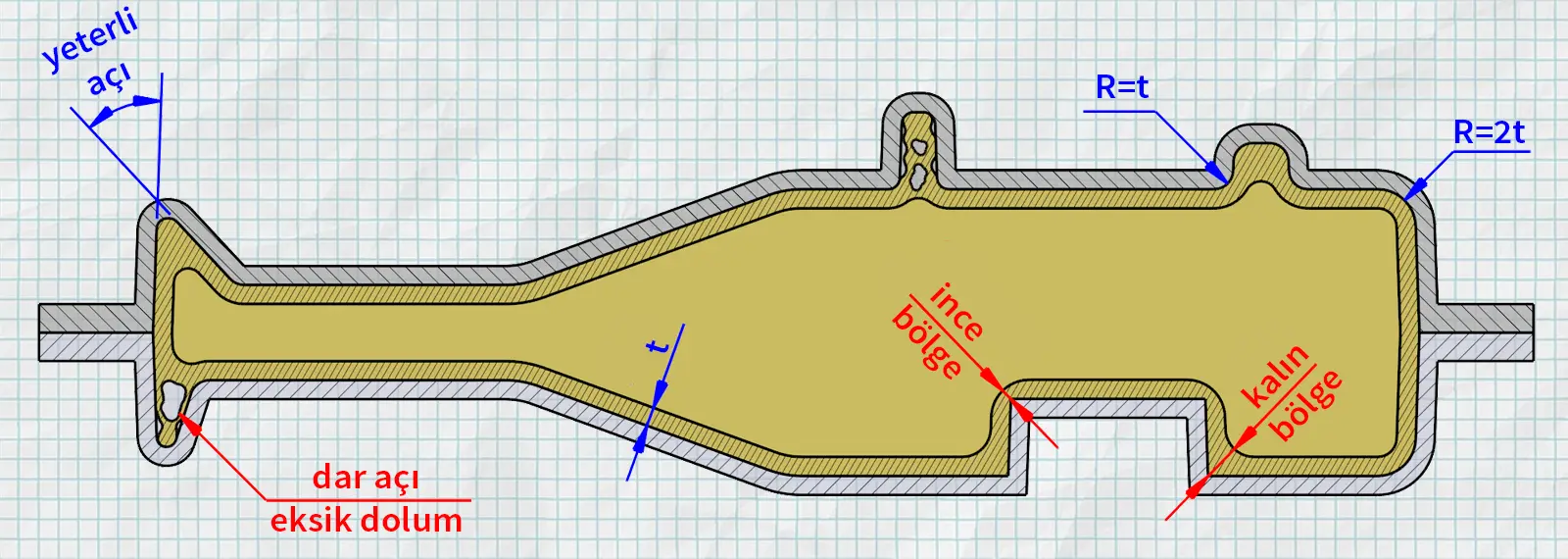
- Köşe radyüsleri, başka bir tasarım amacıyla özellikle sınırlandırılmıyorsa, tasarımın izin verdiği ölçüde büyük tutulmalıdır. Pratik bir alt sınır olarak, parçanın iç köşe radyüsleri et kalınlığının, dış köşe radyüsleri ise et kalınlığının 2 katının altına düşürülmemeye çalışılmalıdır.
- Dar bölge oluşturduğu durumlarda köşe açıları mümkün olduğunca geniş tutulmalıdır. Açı küçüldükçe köşe daha sıkışık hale gelir ve plastiğin bu bölgeyi sağlıklı sarması zorlaşır.
- İç ve dış yüzey ilişkisi birlikte düşünülmeden verilen köşe kararları, parçada istenmeyen zayıf bölgeler oluşturabilir.
Yüzey Rijitliği ve Güçlendirme Detayları
Rotasyonda özellikle büyük ve düz yüzeylerde rijitlik ve sağlamlık amacıyla yapılacak kaburga, feder, atkı, bombe ve form kırıkları gibi güçlendirme detayları, tasarımın doğal bir parçası olarak düşünülmelidir. Ancak bu detaylar rotasyonun akış mantığına uygun tasarlanmalıdır.
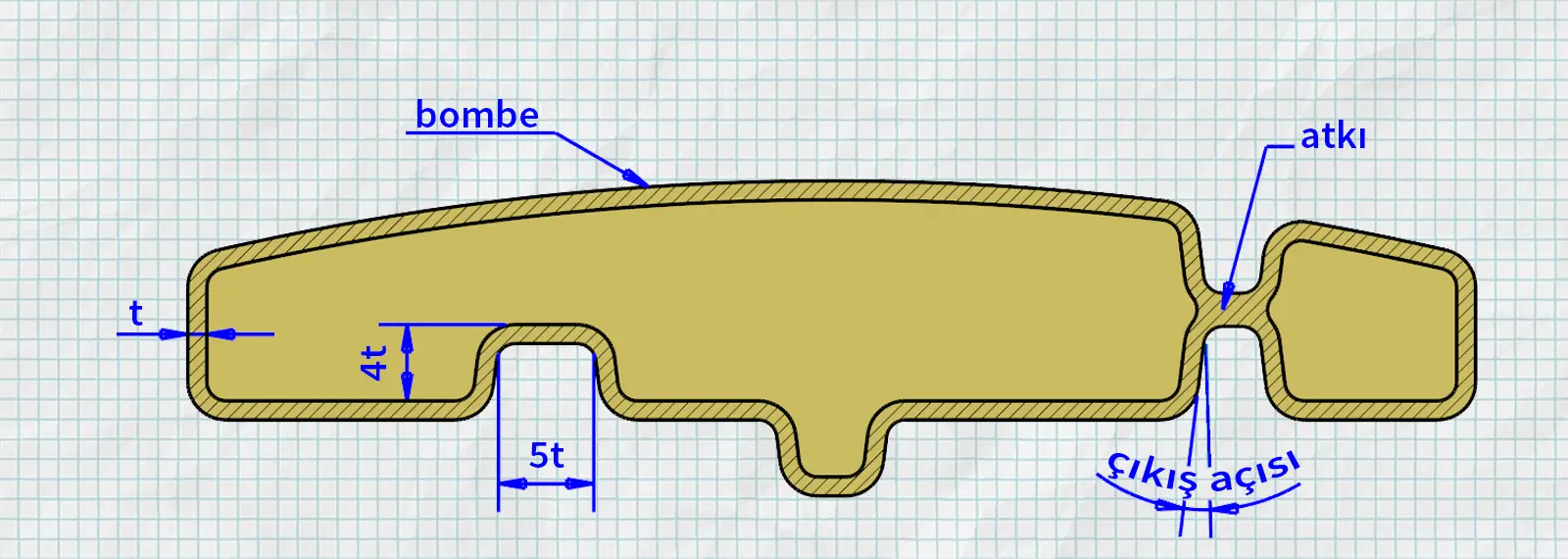
- Bombe, yüzey rijitliğini artırmanın en etkili yollarından biridir. Mümkünse yüzeye minimum %1.5 oranında kavis verilmelidir.
- Rotasyonda kaburgalar, enjeksiyondaki gibi dolu değil; içi boş güçlendirme elemanları olarak düşünülmelidir.
- Kaburgaların içe veya dışa verilmesi, ilgili bölgenin fonksiyonel, yapısal ve geometrik gerekliliklerine göre belirlenmelidir.
- Pratik başlangıç oranı olarak, kaburga derinliği et kalınlığının en az 4 katı, genişliği ise et kalınlığının en az 5 katı düşünülmelidir.
- Kaburganın derinliğini artırmak rijitliği artırır, ancak derinlik arttıkça kalıplama ve ısı alma zorlaşabilir.
- Kaburga yan duvarlarına, kalıptan ayrılmayı kolaylaştırmak için çıkma açısı verilmelidir.
- Daha fazla sağlamlık için, yüzeyler veya duvarlar arasında köprü görevi gören atkılar kullanılabilir. Bu destekler, parçanın rijitliğini artırmak ve esnemeyi azaltmak için tercih edilir.
Kalıptan Çıkış ve Sonrası
Geometri yalnızca kalıpta oluşacak şekle göre değil, kalıptan nasıl çıkarılacağına ve çıktıktan sonra parçada ne olacağına göre de değerlendirilmelidir. Parçanın kalıptan çıkışı, bazı bölgelerde maça gerekip gerekmeyeceği ve kapalı hacim nedeniyle sonradan kesilecek veya delinerek ürüne verilecen formlar daha tasarım aşamasında belirlenmelidir.
- Plastiğin soğurken kalıptan ayrılarak çektiği bölgelerde, çıkma açısı verilmemiş olsa bile parça kalıptan çıkabilir. Hatta bazı geometrilerde, normalde kilitlenecek gibi görünen detaylar bile bu büzüşme sayesinde maça kullanılmadan kalıptan ayrılabilir. (Dikey silindir su depolarında kullanılan kordonlar gibi)
- Plastiğin kalıptan ayrılarak serbest çektiği bu bölgelerde, son ölçüler ve toleranslar diğer yüzeylere göre daha az öngörülebilir.
- Plastiğin kalıptaki çıkıntılı yüzeyleri sararak şekillendiği bölgelerde, parça soğurken bu yüzeylere doğru çeker/büzüşür. Bu nedenle özellikle bu tür yüzeylerde yeterli çıkma açısı verilmelidir.
- Parçanın kalıptaki çıkıntılı yüzeylere sararak büzüştüğü bölgelerde çekme davranışı daha kontrollü gerçekleştiği için, ölçü ve toleranslar genellikle daha öngörülebilir olur.
- Geometri nedeniyle plastiğin kalıba doğru büzüşerek parçayı sıkıştırdığı durumlarda, parçanın kontrollü biçimde hangi tarafta tutulacağı önceden düşünülmelidir. Parçayı rahat çıkarabilmek için karşı tarafta tutucu yüzeyler veya benzeri yönlendirici çözümler tasarlanabilir.
- Hammadde kapalı bir hacim içinde dönerek şekillendiği için, rotasyon parçanın doğal formu kapalı ve içi boş bir gövdedir. Bu nedenle tek cidarlı bir ürün isteniyorsa, parça sonradan kesilerek açılmalı veya kalıbın ilgili bölgesi izole edilip ısı alması engellenmelidir.
- Aynı nedenle, üründe istenen bazı ağızlar, açıklıklar, delikler ve benzeri detaylar sonradan kesme, delme, frezeleme gibi işlemlerle elde edilir. Bazı durumlarda ise kalıba eklenen ve plastiğin sarmasını engelleyen aparatlar kullanılarak bu detaylar doğrudan oluşturulabilir. Sonradan işlenecek bölgeler için kalıpta kılavuz izler de bırakılabilir.
- Aynı kapalı hacim mantığı sayesinde, bazı ürünlerde sonradan iç hacme izolasyon köpüğü enjekte edilebilir. Bazı durumlarda ise proses sırasında kendinden köpüklü yapı elde edilerek ürün doğrudan köpüklü olarak üretilebilir.
- Gerekli durumlarda ürüne sonradan veya üretim sırasında ek parçalar monte edilebilir. Polimer ek parçalar kaynatma ile birleştirilebilir; metal parçalar ise ürün sıcak haldeyken yerleştirilebilir. Bazı durumlarda ek parçalar doğrudan kalıba sabitlenir ve üretim sırasında hammaddenin bu parçaları sararak mekanik olarak kilitlemesi sağlanır.
- Havalandırma noktası, gazı en iyi tahliye edecek yerde seçilmelidir. Ancak burada bir delik oluşacağı için, mümkünse sonradan zaten delinecek/kesilecek veya görünmeyecek bir bölgeye alınmalıdır. Bu mümkün değilse, deliğin sonradan nasıl kapatılacağı tasarım aşamasında belirlenmelidir.
Geometriniz Rotasyona Gerçekten Uygun mu?
Eğer mevcut tasarımınızda cepler, düz alanlar, geçişler, maçalar veya kalıptan çıkış konusunda tereddüt varsa, parçayı rotasyon mantığına göre birlikte değerlendirebiliriz.