Çift Cidarlı Ürünlerde Atkı
Atkı, çift cidarlı rotasyon ürünlerde iki cidarın yerel olarak kontrollü biçimde yaklaştırılması ve çevrim sonunda bu bölgede kaynaşması sağlanarak dolu bir kesit oluşturulmasını hedefleyen bir tasarım yöntemidir.

- Geniş panellerde esneme ve çökme eğilimini azaltır
- Kullanılan bölgelerde rijitliği artırır
- Yükü karşı cidara da aktararak iki cidarın birlikte yük taşımasını sağlar.
- Üründe boşluk/zayıflık hissini azaltır
Bu rehberde, atkının hangi koşullarda tercih edilmesi gerektiği, atkı tasarımının hangi kriterlerle yapılacağı ve prosesde dikkat edilmesi gereken başlıca hususlar ele alınmaktadır.
Atkıya Ne Zaman İhtiyaç Duyarız?
Yüzeyin esnemesi istenmiyorsa, dış cidarda dalga veya çökme riski azaltılmak isteniyorsa, üst cidara gelen yükün alt cidara da aktarılması gerekiyorsa ya da ürünün “boş” değil, tok his vermesi hedefleniyorsa (yani yüzey titreşimi ve lokal esneme azaltılmak isteniyorsa) atkı iyi bir çözüm olabilir.
Atkı sadece rijitlik için yapılmaz. Bazen sıvı taşıyan ürünlerde iç hacmi kısmen bölerek hareketi sakinleştirmek, titreşimi kırmak ya da yükü daha dengeli dağıtmak için de kullanılabilir. Bu ihtiyaç her zaman büyük panellerde ortaya çıkmaz. Küçük ama zorlanan bölgelerde de (bağlantı noktaları, ayaklar, yük taşıyan noktalar gibi) atkı tasarımın doğal bir parçası haline gelebilir.
Atkının Fonksiyonları
Her atkı aynı amaçla kullanılmaz. Tasarımda önce atkının hangi problemi çözeceği belirlenir.
- Hat atkısı: Geniş ve düz yüzeyleri böler, yüzeyin bastırıldığında esnemesini azaltır.
- Güçlendirme atkısı: Yükün tek bir cidarda yoğunlaşmasını azaltır, yükün iki cidar tarafından birlikte taşınmasına yardımcı olur.
- Montaj atkısı: Vida, insert veya flanş çevresinde iki cidarı birleştirerek bağlantı bölgesini güçlendirir. Böylece bağlantı çevresinde ezilme ve zamanla gevşeme riski azalır.
- Dalgakıran atkı: İç hacimde akışı kısmen yönlendirerek sıvı hareketini azaltmaya ve panel titreşimini sınırlamaya yardımcı olur.
Doğru Atkı Tasarımı
Atkıda hedef basit görünür: iki cidar bu bölgede kaynaşıp dolu bir kesit oluştursun. Ancak rotasyonda mesele sadece birleşim değildir. Hammaddenin o bölgeye ulaşabilmesi, yüzeyi yeterince sarabilmesi, içeride hava cebi kalmaması ve iki cidarın gerçekten kaynaşarak tek kütle gibi davranması gerekir. Üstelik tüm bunlar kalıptan sorunsuz çıkışı engellemeden sağlanmalıdır.
Aşağıdaki maddeler, sahada problemsiz çalışan atkı geometrilerinin ortak prensipleridir.
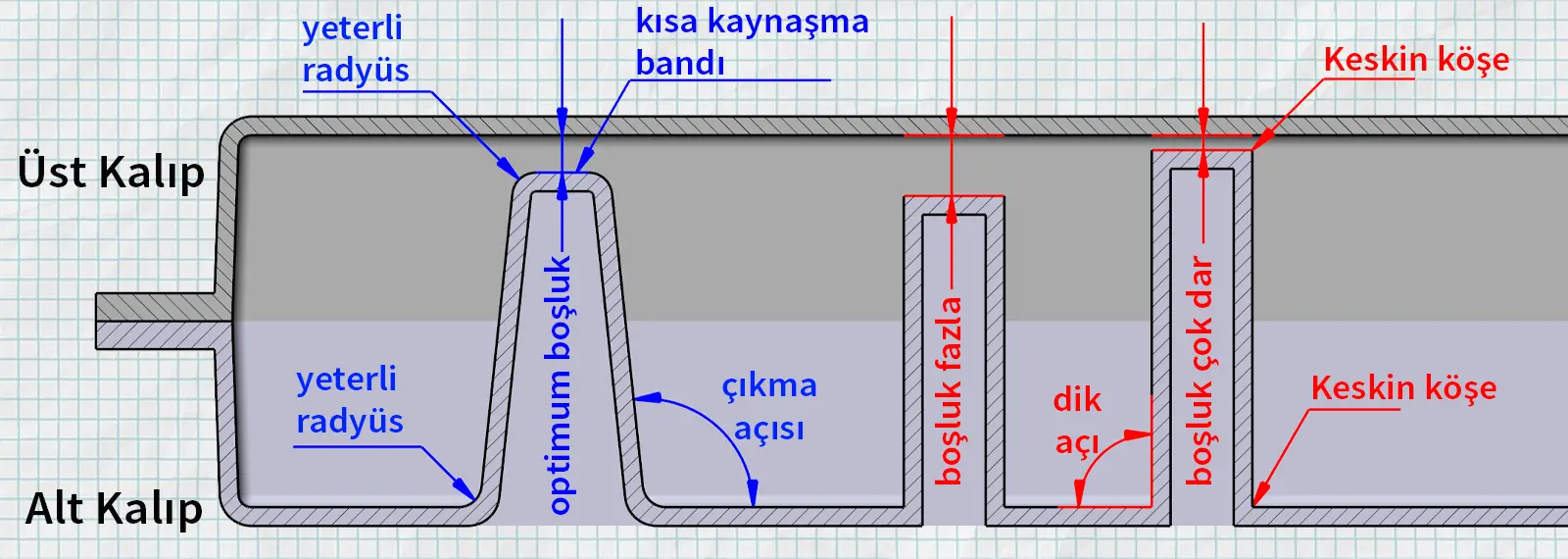
- Atkı bölgesinde kalıp cidarları arasında, hedef et kalınlığının ~%175’i kadar mesafe bırakılır. (Bu katsayı başlangıç değeridir. Gerçek birleşme davranışı hammadde, proses ve et kalınlığı varyasyonuna bağlıdır.)
- Birleşme hattı tek çizgi gibi bırakılmaz; kısa bir kaynaşma bandı oluşturacak geometri tasarlanır (Çok geniş bant iz/çökme riskini artırır, çok dar bant ise birleşmeyi zayıflatır.)
- Sivri kanallar yerine, malzemeyi içeri yönlendiren açık V veya geniş U yaklaşımı tercih edilir.
- Atkı cebine giriş ve çıkışlarda (ve kaynaşma bandının köşe dönüşlerinde) radyüs şarttır. Radyüs, et kalınlığından küçük bırakılmamalıdır.
- Atkı cebinin uçlarında hava hapsedecek kör hacim bırakılmaz. Uç formu açık bırakılarak hava kaçış yolu sağlanmalıdır.
- Atkı cebinin yan duvarlarında ve kaynaşma bandını çevreleyen yüzeylerde yeterli kalıp çıkma açısı verilmelidir; aksi halde soğuma sonrası büzülme detayı kalıba kilitleyebilir.
- Atkı, çevresinde ani kalınlık yığılması oluşturmayacak şekilde tasarlanmalıdır. Kalınlık geçişleri yumuşak olmalı; aksi halde soğuma farkı nedeniyle karşı yüzde iz ve çökme görülebilir.
Atkının Proses Şartları
Atkı çizimde doğru görünebilir; ama üretimde ancak doğru ısı, doğru çevrim ve doğru hammaddeyle sağlam birleşir. Bu yüzden atkı, tasarım kadar proses işi de sayılır.
- Atkı bölgesinde malzemenin tam eriyip akabilecek seviyeye ulaşması gerekir. Derin veya dar geometrilerde bu bölge geç ısınabilir; çevrim ayarı ve gerekiyorsa kalıp içi hava yönlendirmesiyle yeterli ısınma sağlanmalıdır.
- Kalıp ısı dağılımı, atkı bölgesinde lokal kalınlaşma ve iz oluşturmayacak şekilde dengelenmelidir.
- Çevrim süresi, atkı bölgesindeki iki eriyik tabakanın tam kaynaşacağı kadar uzun olmalıdır. Erken soğutma, yüzeylerin temas etmiş görünmesine rağmen içte zayıf birleşmeye yol açabilir.
- Atkı cebinde hava hapsolmayacak şekilde kaçış yolu sağlanmalıdır; gerekirse uçlarda mikro havalandırma kullanılabilir.
- Hammadde kalitesi kritiktir. Nemli, topaklı, kalın veya akışı zayıf toz, dar atkı bölgelerine yeterli şekilde dolmaz ve tam kaynaşma sağlayamaz.
Tasarımınızı Doğrulamak İster misiniz?
Atkı, doğru yerde doğru geometriyle kullanıldığında çift cidarlı ürünleri bambaşka bir seviyeye taşır. Eğer kendi parçanızda “atkı nereye atılmalı, kaç hat olmalı, kalıp çıkışı ve dolum riski nerede” gibi sorularınız varsa, tasarım inceleme ve analiz hizmetlerimizle birlikte hızlıca netleştirebiliriz.