Kiss-Offs in Double-Wall Parts
A kiss-off is a design method in double-wall rotational products that aims to bring two walls locally closer together in a controlled way and ensure that they fuse in that region by the end of the cycle, creating a solid section.

- Reduces flexing and collapse tendency in large panels
- Increases stiffness in the regions where it is used
- Transfers the load to the opposite wall as well, allowing both walls to carry the load together.
- Reduces the feeling of hollowness/weakness in the product
In this guide, the conditions under which a kiss-off should be preferred, the criteria by which kiss-off design should be made, and the main issues that require attention in the process are discussed.
When Do We Need a Kiss-Off?
If surface flexing is not desired, if the risk of waviness or sink on the outer wall is to be reduced, if the load coming onto the upper wall also needs to be transferred to the lower wall, or if the product is expected to feel “solid” rather than “hollow” (that is, if surface vibration and local flexing are intended to be reduced), a kiss-off can be a good solution.
A kiss-off is not used only for stiffness. In some liquid-carrying products, it can also be used to partially divide the internal volume in order to calm movement, break vibration, or distribute the load more evenly. This need does not always arise in large panels. In smaller but highly stressed regions as well (such as connection points, feet, load-bearing points), a kiss-off can become a natural part of the design.
Functions of a Kiss-Off
Not every kiss-off is used for the same purpose. In design, the first step is to determine which problem the kiss-off is supposed to solve.
- Line kiss-off: Divides wide and flat surfaces, reducing the flexing of the surface when pressed.
- Reinforcement kiss-off: Reduces the concentration of load on a single wall and helps the load be carried jointly by both walls.
- Mounting kiss-off: Strengthens the connection zone by joining the two walls around a screw, insert, or flange. This reduces the risk of crushing and loosening over time around the connection.
- Baffle kiss-off: Helps reduce liquid movement and limit panel vibration by partially directing the flow inside the internal volume.
Proper Kiss-Off Design
In a kiss-off, the goal appears simple: let the two walls fuse in this region and form a solid section. But in rotational molding, the issue is not just the joint itself. The material must be able to reach that region, coat the surface sufficiently, avoid trapping an air pocket inside, and truly fuse so that the two walls behave like a single mass. Moreover, all of this must be achieved without preventing smooth demolding.
The following points are the common principles of kiss-off geometries that work reliably in the field.
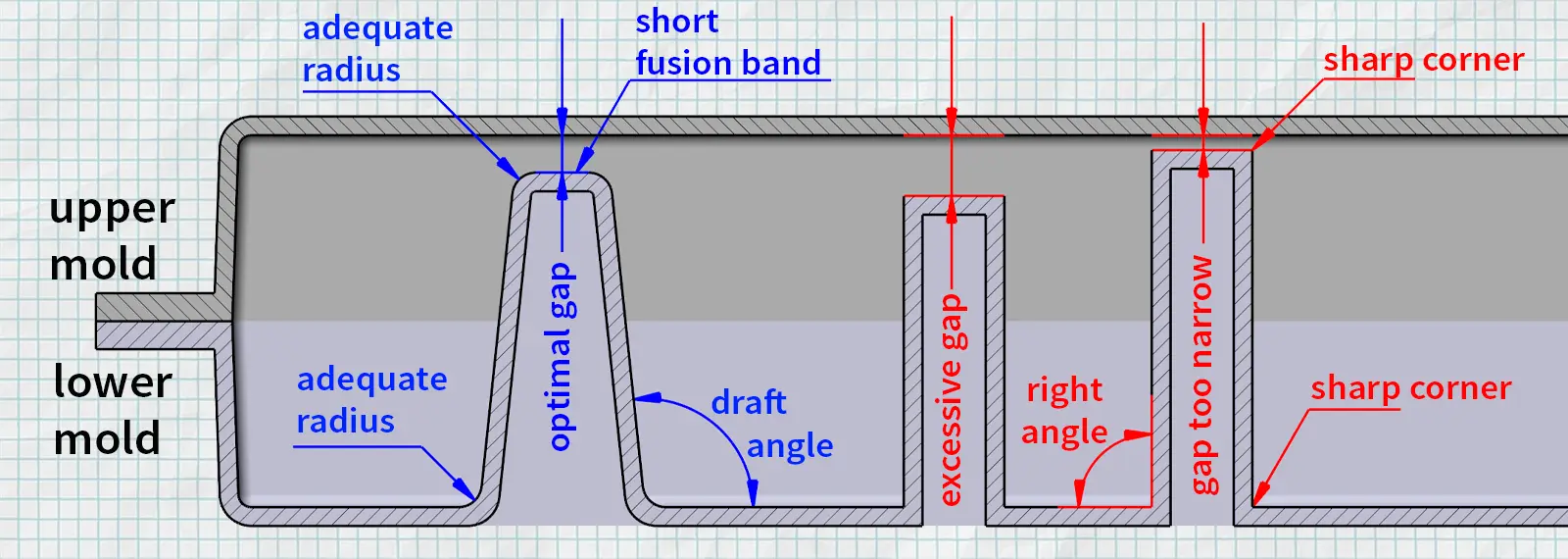
- In the kiss-off region, a distance of about ~175% of the target wall thickness is left between the mold walls. (This coefficient is a starting value. Actual fusion behavior depends on the material, the process, and wall-thickness variation.)
- The fusion line is not left as a single line; instead, a geometry that creates a short fusion band is designed. (A very wide band increases the risk of marks/sink, while a very narrow band weakens the fusion.)
- Instead of sharp channels, an open V or wide U approach that guides the material inward is preferred.
- Radius is essential at the entry and exit of the kiss-off pocket (and at the corner transitions of the fusion band). The radius should not be smaller than the wall thickness.
- No blind volume that could trap air is left at the ends of the kiss-off pocket. The end form should remain open so that an air escape path is provided.
- Adequate draft angle must be given on the side walls of the kiss-off pocket and on the surfaces surrounding the fusion band; otherwise, after cooling, shrinkage may lock the detail into the mold.
- The kiss-off should be designed so that it does not create sudden thickness accumulation around it. Thickness transitions should be smooth; otherwise, marks and sink may appear on the opposite surface due to cooling differences.
Process Conditions for a Kiss-Off
A kiss-off may look correct in the drawing, but in production it will only fuse properly with the right heat, the right cycle, and the right material. That is why a kiss-off is as much a process matter as it is a design matter.
- In the kiss-off region, the material must reach a state where it is fully melted and able to flow. In deep or narrow geometries, this region may heat up late; sufficient heating must be ensured through cycle settings and, if necessary, internal air guidance inside the mold.
- Mold heat distribution must be balanced so that it does not create local thickening or marks in the kiss-off region.
- The cycle time must be long enough for the two melt layers in the kiss-off region to fuse completely. Early cooling may lead to weak internal fusion even though the surfaces appear to have made contact.
- An escape path must be provided so that air is not trapped in the kiss-off pocket; if necessary, micro-venting can be used at the ends.
- Material quality is critical. Damp, lumpy, coarse, or poorly flowing powder will not sufficiently fill narrow kiss-off regions and cannot provide full fusion.
Would You Like to Validate Your Design?
When used in the right place with the right geometry, a kiss-off can take double-wall products to a completely different level. If you have questions about your own part such as “where should the kiss-off be placed, how many lines should there be, where is the demolding and filling risk,” we can clarify these quickly together with our design review and analysis services.