Managing Sink on Large Flat Surfaces in Rotationally Molded Parts
Large flat panels are among the most critical regions in rotational molding design. When insufficient panel rigidity, cooling differences between regions, shrinkage, and internal vacuum effects combine, surface sink can appear.
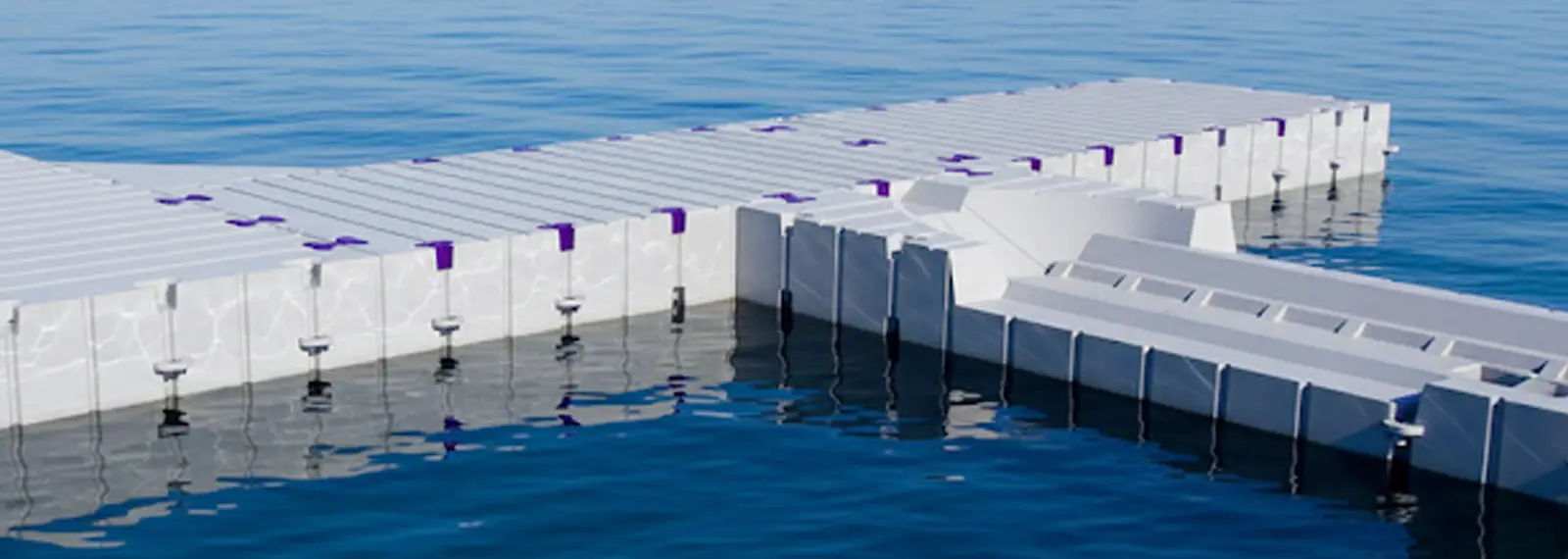
- As the surface grows, even small deformations become more visible
- Sink most often appears as inward pull in the middle of the surface
- In some parts, this appears not only as sink, but also as waviness and loss of form
- Sink can create an impression of deformation, weakness, and low quality in the part.
How Is Sink Managed in Design?
Large flat surfaces are more sensitive to sink because they have lower natural rigidity than curved or broken-up geometries. For this reason, they are more easily affected by cooling, shrinkage, and internal pressure differences. As the surface grows, this effect becomes more visible, and even small deformations can be perceived as sink. Therefore, on the design side, the aim is not simply to make the surface thicker, but to develop geometric solutions that make panel behavior more stable.
- Reconsider the large flat area: Is a perfectly flat surface really required, or can a slight form be introduced without affecting function? This question should be answered first.
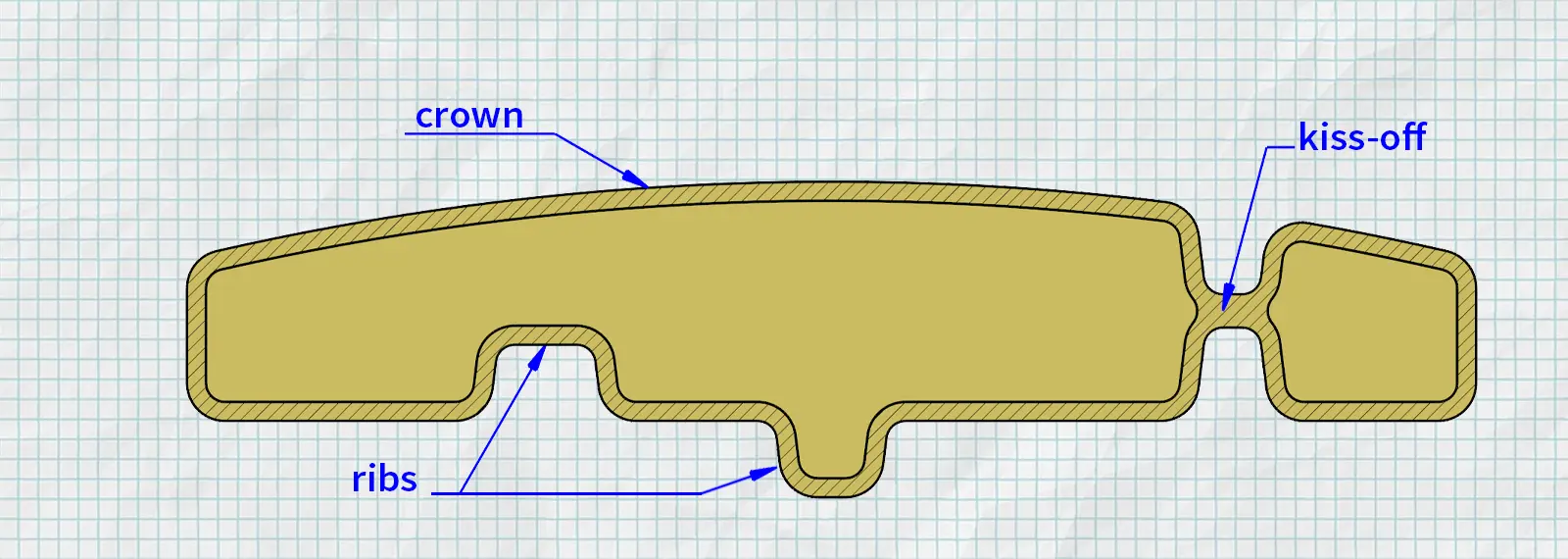
- Add controlled curvature to the surface: Using a slight crown instead of a completely flat panel can noticeably improve resistance to sink.
- Break up the panel: Dividing long, uninterrupted flat surfaces with break lines, steps, or form transitions reduces the unsupported span.
- Add ribs or beads: Properly positioned supports can provide a significant increase in rigidity.
- Use double-wall construction or kiss-offs: If the geometry allows it, an internally supported structure can be a very effective solution for large panels.
- Use surface texture in the right place: Texture can hide optical waviness, but it is not a structural solution. It improves appearance, but it does not solve the root cause.
How Is Sink Managed with Process and Material?
Sink is not solved by design alone; process and material selection also directly determine the result. Heating-cooling balance, cycle management, and the shrinkage character of the material can significantly affect sink tendency on large flat surfaces.

- Ventilation must be sufficient: If air cannot escape adequately, internal vacuum can develop during cooling and pull a large panel inward.
- Cooling should not be too aggressive: Especially at early stages, harsh cooling can increase temperature differences and raise residual stresses.
- Cooling should be as uniform as possible: If one side receives concentrated air or water impact, the panel can pull in one direction.
- Wall-thickness distribution should be balanced: Thick regions cool later, and this difference can increase sink tendency in the panel.
- Material selection: Even within the same polymer family, materials with different properties can significantly change shrinkage level and sink tendency in the panel.
- Use of additives and fillers: Some filler systems can increase rigidity; however, in return, impact strength may drop, the part may become heavier, or surface quality may weaken.
- Production conditions should be stable: If the same geometry does not produce similar results every time, the problem is often unstable production conditions.
- Use of fixtures: Controlled cooling of the part in a fixture after it leaves the mold can help large flat surfaces retain their form better.
How Is Sink Evaluated?
To evaluate sink correctly, it is not enough to judge the visible defect only by appearance. First, the type of problem must be clarified; then wall-thickness distribution, production conditions, and the actual shape deviation should be examined together. Similar-looking defects can have different causes, and the right solution can only be found when the problem is defined correctly.

- Classify the symptom: The problem type must be clarified first. Is it really panel sink, or is it local waviness, general warpage, or damage that occurred later?
- Check wall-thickness distribution: It is difficult to make the right interpretation without seeing thin and thick regions. Many sink problems are related to uneven wall-thickness distribution.
- Review production data: Heating time, cooling method, air venting, and if available internal air temperature should be evaluated together.
- Verify by taking a section: In suspicious areas, wall structure, voids, porosity, or local thickening can only be clearly understood through a cut section.
- Decide by measurement: Visual interpretation is not enough. Without measuring the actual shape deviation, the scale of the problem cannot be judged correctly.
- Test revisions one variable at a time: Changing geometry, material, and production conditions all at once makes it harder to see the real cause.
Would You Like to See Panel Sink at the Design Stage?
Sink on large flat surfaces turns into an expensive problem once it is noticed after production has begun. If you have questions about your own part such as “Do I need ribs here, is slight curvature enough, can this panel be recovered through process settings, or is a geometry revision required?”, we can clarify it together before production through our design review and analysis services.